|
|
||||||||||||||||||||||||||
|
組立機 |
||||||||||||||||||||||||||
|
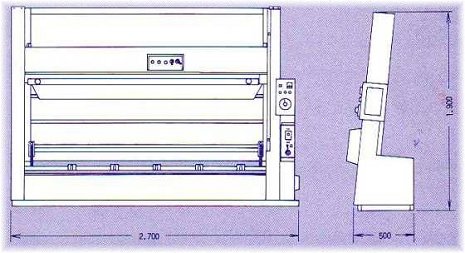
1.組立機 その 1 |
2.組立機 試運 転 |
3.圧 力設 定 |
||||||||||||||||||||||||
|
4.圧力設定メモリ |
|
|
||||||||||||||||||||||||
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
||||||||||||||||||||||||
|
||||||||||||||||||||||||||
|
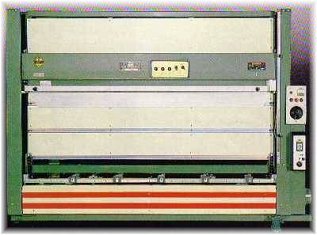
[2] 組
立機 なんだか今日はバ
タバタしてました。でもインバータでドライブできるように電気回路を改造し、何とか組立機を動かすことができました。齋田さんが言わ
れて
いたことが実感できました。すごいです。単に材料をプレスしただけですが、最後のところで、ムニューと言う感じで押し付けて行くのが実感できます。 機能としては、 私の使い方は、
テーブルの甲板のきわはぎや、框組の組立位なので、上記2.の使い方になります。
タイマーは調子が
悪く動作しませんでした。壊れているのかもしれません。
|
||||||||||||||||||||||||||
|
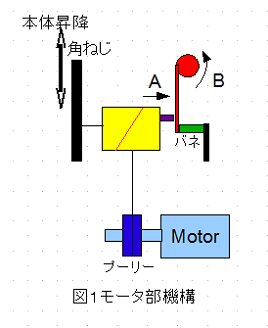
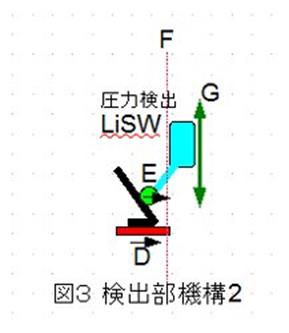
基本的にバネの縮
みで圧力を設定しているということになります。 ところで、ダイア
ルの設定に対する実際の圧力ですが、最低つまりダイアル左回しいっぱいでも、バネは効いているので、実際の圧力は0ではありません。
ある
程度の圧力があるはずですが、メーカに当時の担当者が居なくデータも残っていないということで、左回しいっぱいで具体的に圧力がいくらかはわかりませんで
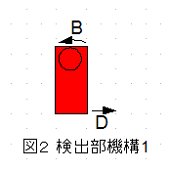
した。しかし論理的にも、左回しいっぱいから右回しいっぱいの実際の圧力は、?〜8ト
ン/0〜10目盛りと
いうことになりますので、目盛りと実際の圧力は 比例しません(バイアスが入ります)。 次エントリ参照下さい。 |
||||||||||||||||||||||||||
|
[2]組立機
|
||||||||||||||||||||||||||


Copyright T's Woody WorkShop All Right Reserved